지난 시간에는 이산형 제조와 프로세스 제조의 차이점을 함께 알아보았습니다. 이어서 오늘 이 시간에는 다양한 업종에서 사용 가능한 자동화 운용 기술 속의 IT 역할에 대해 살펴보겠습니다.
● ‘나’와 다른 ‘너’와의 상호 작용을 위한 IT의 역할 (6편): http://blog.lgcns.com/701
공장 자동화와 그 운영 기술들(Operation Technology)
앞서 언급했던 두 가지 예시에서처럼 소규모이고 생산 주체가 한 사람일 경우에는 제조 과정의 여러 측면을 스스로 파악하고, 거기에 맞는 처치/의사 결정을 하는 것이 가능합니다. 공정의 시작과 끝, 알맞게 도구를 바꾸거나 조정, 생산 주체의 이상 증후(갑자기 배가 아프다거나 하는 상황), 도구의 이상(톱이 부러지는 상황) 등을 판단하는 것입니다. 그러나 기계(도구) 자체는 이러한 감각 기능이나 의사 결정을 내릴 능력이 없습니다. 더군다나 ‘공정’이란 무형의 개념적인 존재를 무슨 수로 조정할 수 있을까요? 또한 수백, 수천 개의 기계 설비를 보유하고 있는 제조 기업의 입장에서는 그러한 정보와 맺고 끊음의 결정들이 무척 중요한데요. 따라서 초기에는 거의 기계와 동일한 수의 작업자들이 기계 옆에 붙어서 오감과 판단력을 동원해 많은 결정들을 내렸습니다. 하지만 이러한 행위는 비효율성을 야기하고, 작업자의 실수, 전체적인 생산 사이클 타임을 증가시키는 등의 문제점을 안고 있습니다. 그리고 기계들이 점점 복잡해지면서 점점 사람의 모니터 작업에 어려움이 생기기 시작했습니다.
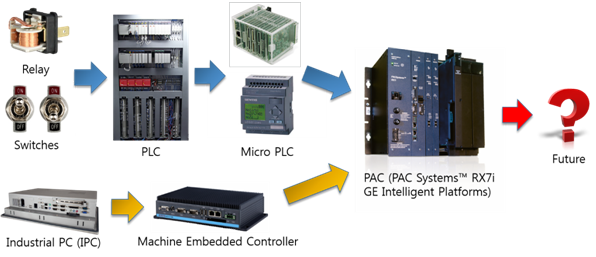
그래서 ‘자동화’의 역사는 ‘PLC(Programmable Logic Controller)’의 등장 및 발전과 맞물려 있다고 해도 과언이 아닐 듯 합니다. 원래 기계는 어떤 동력 자원에 의해 사람이 시키는 대로 혹은 그 밖의 보조 제어 장치인 타이머, 릴레이, 카운터 등에 의존해 일하는 도구에 불과했습니다. 그런데 이 ‘PLC(결국 산업용 컴퓨터의 특수한 형태)’라는 것 덕분에 기계에도 사람대신 제어할 수 있는 논리 연산을 바탕으로 한 ‘머리’란 것이 생기게 된 것이죠 그래서 PLC가 중요한 것입니다. 시퀀싱, 카운팅, 연산 등의 기계와 공정에서 필요한 특수한 기능의 논리들을 추려서 그 결과를 보존하는 메모리를 두게 되었습니다. 이것은 가상-물리 기계 내장/외장 장치를 이용한 자동화의 시작이었고, 60년대 말에 처음 등장했습니다. 그리고 최근에는 ‘트랜센던스(Transcendence, 2014)’라는 영화나 미래학자 Ray Kurzweil의 저서 ‘The Singularity is Near’에서처럼 인간의 이성을 초월하는 기계까지 예고되고 있는 상황으로 발전을 거듭하고 있습니다. 이처럼 언제가 될지는 모르겠지만, ‘자동화’는 ‘지능화’의 단계로 진화하고 있고, 그 다음은 과연 무엇이 될지 모르지만(그저 특이점이라 명명할 수 밖에 없는지) 현재로서는 적절한 단어가 떠오르지 않습니다.
아무튼 PLC는 단순한 ‘Ladder Logic Diagram’을 바탕으로 한 논리 제어에서 마이크로 컴퓨터를 심고, 점차 더 발전된 형태로 변화합니다. 고 기능화(아날로그 신호 제어의 추가 및 지능화)로 이산형 제조뿐만 아니라 프로세스 제조를 포함한 제조 산업 전반을 아우르는 제어 시스템 계의 핵심으로 거듭나게 된 것이죠. 또한 입출력을 더 집약시키고, 설계의 효율을 높이고, 에너지 절감과 보안성까지 고려한 마이크로 PLC도 개발됩니다. PC를 통한 시뮬레이션이 가능했었지만, PLC를 위한 HMI가 추가되어 사용자가 좀 더 친숙한 형태로 프로그래밍을 할 수 있게 도와주기도 합니다.
(출처: http://www.thelearningpit.com/; http://engineeronadisk.com/book_plcs/)>
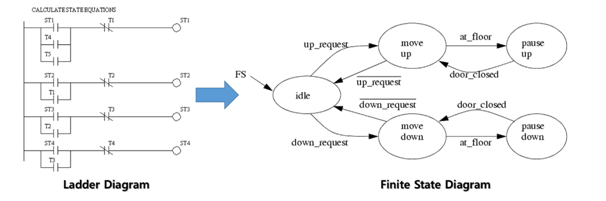
그리고 산업용 PC와 PLC의 복합과도 같은 ‘PAC(Programmable Automation Controller)’이란 통합 기능의 제어기로 진화합니다. 이것은 보다 범용적인 형태로 발전하는 것이라고 볼 수 있는데요. 제어 대상 혹은 시스템의 상태라는 것은 현재 공정이나 기계의 가동단계(드릴 Up, 드릴 회전 중, 등)를 말합니다. 그래서 제어란, 간단히 말해 동적 시스템 내의 이런 여러 상태들 간의 변화를 어떤 규칙에 의해서 감독하는 행동을 의미합니다. 따라서 위의 그림에서처럼 더 일반적으로는 ‘유한 상태 머신(Finite State Machine)’으로 PLC와 같은 소위 말해 실시간 컨트롤 언어의 ‘래더 로직’을 구현하는 것이 더 자연스러운 것이 될 것 같습니다. 왜냐하면, 이벤트들(환경이나 요구의 변화 값/신호)에 의해서 상태가 변화하는 양상을 보이기 때문입니다. 현재 이러한 제어이론 및 로직 프로그래밍 같은 것들은 IEC 61131-3(PLCOpen)에서 표준화가 이루어져 있는 상태입니다.
전 세계적으로 산업 자동화 시스템 시장은 2000년 817억 달러였던 것이 2015년에는 2,352억 달러로 성장할 것으로 예상하고 있으며, 연평균 7.3%의 성장률의 보이고 있습니다. 그중에서도 산업용 로봇의 성장 추세가 가장 가파르며, 산업용 PC와 PLC가 자동화 시장에서 차지하는 비중은 아직도 60% 이상에 가깝습니다.
반면, 국내는 IPC와 PLC는 10% 정도이고, 나머지 자동화 분야인 산업용 로봇, 머신 비전, 그리고 센서의 순서대로 집중된 양상을 보이고 있습니다. 이는 IPC와 PLC 쪽에 이미 Advantech, Siemens, Rockwell, Mitsubishi 등의 회사가 업계를 점유하다시피 하는 상황 속에서 시장 자체가 이미 포화상태이고, 최근 각광받고 있는 신기술 쪽이나 외국 기업의 점유율이 낮은 쪽을 공략하고 있기 때문이 아닐까 생각됩니다.1 그래서 PLC가 기반이 되었던 것은 사실이나, 자동화가 조금 더 진일보하게 된 계기는 컴퓨팅 기술뿐만 아니라 바로 다양한 센서들 및 기타 산업용 기기들과의 연동이라고 할 수 있습니다.
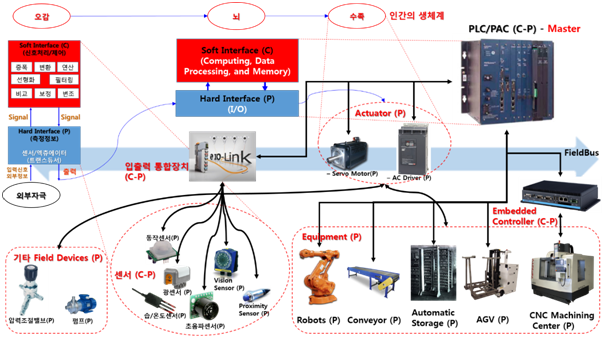
위의 그림에서와 같이 PLC가 공작 기계의 머리가 되었다면, 센서들은 기계의 눈, 귀 등의 감각 기관이 되어 주었던 셈이죠. 그리고 그 감각 기관들로부터 제어하는 대상인 기계나 공정에서 발생하는 다양한 사건을 비로소 수집할 수 있게 되었습니다. 또한 수집된 사건에 대한 신호를 PLC 자체의 논리 연산을 바탕으로 처리할 수 있게 됩니다. 그 결과에 따라 여러 가동 장치(Actuator)들은 수족이 되어 기계나 기타 장비의 동작(예를 들면 프로세스형 제조에서 밸브를 열고 닫게 하는 등의)을 가능케 했습니다. 이로 인해 제조 시스템의 생산 능력은 더욱 정밀해지고, 또 대량으로 균등한 품질의 제품 생산이 가능해졌습니다. 앞서 언급했던 공정의 시작과 끝을 정하는 것뿐만 아니라, 물체와의 거리를 판단하고, 색을 구분하며, 물질의 종류를 감지하면서 생산 공정에 폭넓게 적용이 가능해지게 된 것이죠.
정리하자면, 산업용 필드 디바이스(Field Device)와 그것들을 관장하는 PLC의 연동과 역할은 그 후에도 사물인터넷(IoT), Industry 4.0까지 계속되며, 그 기능을 계속 발전시켜 왔습니다. 한 가지 예로 외부 환경에 대한 지능형 로봇의 감각 기관들/두뇌로 쓰이면서 그 쓰임새가 더 커졌는데요. 뿐만 아니라 이런(센서와 제어기의 연동) 시너지 효과를 통해, 원래 파악하기도 힘들었고, 버려지던 공장 내외부의 데이터들이 모여 최적의 공정을 위한 더 나은 의사 결정을 가능케 하였습니다. 바로 공정과 그 공정을 담당하는 기계의 지능화가 시작되었던 것이죠.
● 센싱의 일반화
센서의 종류가 많아지고, 상대적으로 가격이 저렴해지면서 예전에는 추적이 불가능했던 다양한 종류의 변수들을 위한 데이터의 수집이 가능하고, 제어에 활용할 수 있게 되었습니다. 센서들은 이제 공장뿐만 아니라 스마트폰, 자동차, 가정용 기기 등에 매우 흔하게 사용됩니다.
● 분산 제어
센서들은 정밀한 제어를 가능하게 해 주고, 최근 지능화는 필드 기기들이나 센서 자체 등의 최하위 단까지 내려가고 있는 추세입니다. 위의 그림에서는 센서와 PLC 둘 다 비슷한 구조의 가상-물리(Cyber-Physical) 시스템을 가진 소프트-하드 인터페이스로 표현되고 있는데요. 지능화의 기본은 ‘Self-awareness’, ‘Self-correction’, ‘Self-organizing’ 등으로 요약할 수 있습니다. 결국 분산 제어는 이러한 기본 조건을 충족하는 하나하나의 개체가 전체 시스템 내에서 마치 살아 있는 장기처럼 행동하는 것을 목표로 합니다.
● 막힘 없는 연결과 상호 작용
위의 그림은 ‘필드버스(Fieldbus)’라는 말단의 통신 규격에 해당하는 부분만 떼어서 설명하고 있는데요. 신호와 데이터의 상호 작용은 결국 전사적으로 이루어져야 한다는 것을 앞의 글에서 다룬 적이 있습니다. 이 내용은 다음 편에서 조금 더 자세히 이야기하겠습니다.
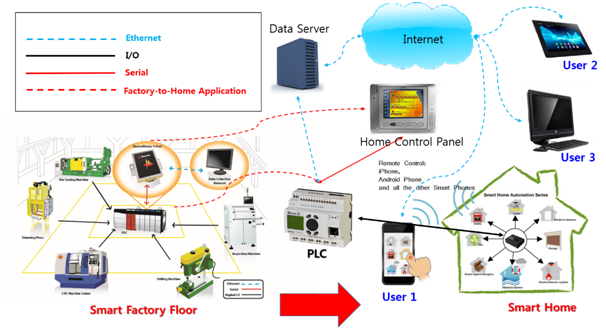
그래서 이제는 공장뿐만 아니라 다른 분야까지도 그 쓰임새가 커지고 있습니다. 예를 들면 최근에는 홈 오토메이션의 중추적 역할을 하고 있죠. 앞서 프로세스 제조(수많은 아날로그 신호들이 존재)를 소개한 이유도 결국은 거기에 쓰인 제어 방법이 스마트 홈과 같은 일반적인 여러 분야로 확장될 수 있기 때문입니다. 어떻게 보면 PLC-기타 현장 기기들의 1차 자동화 집단이, 사물인터넷(IoT) 하에서 가장 근간이 되는 실제의 현장/사물과 가상 세계를 이어 주는 복합적인 ‘하드-소프트 인터페이스’의 역할을 할 것으로 생각됩니다. .
계속 예로 들게 되지만, 제조 시스템 자동화의 궁극적 목표는 ‘어머니’와 같은 모습인 것 같습니다. Singularity는 단수형이라고도 해석할 수도 있는데요. Systems of Systems의 궁극적 목표는 결국 ‘하나의 시스템화’입니다. 관찰을 통해 이해할 수 없다면, 제어도 불가능하겠죠. 해결하기 어려우니, 일단 나눠서 해결하고 그런 다음 다시 원래의 모습으로 돌아가는 방법을 택한 것입니다. 이는 TRIZ 방법론2 중 “기술적 시스템의 진화법칙” 에 의해서도 확인이 되는데요. 즉 하위에서 상위 시스템으로 이행 법칙 (Law of Transition to a Super system)을 따르면서, 한편으로는 거시구조에서 미시구조로 전환 법칙 (Law of Transition from Macro to Micro Level)도 따르는 것으로 보입니다. 자연적인 연쇄로 결국 Super System으로 이행되면서, 기능적으로는 지능적 분산 제어와 같이 보다 세분화되어 부분으로 퍼져나간다고 해석이 가능합니다. 그러나 공장 정도를 제어하기 위해서는 적어도 마치 손과 발이 수십 개 있는 인도의 코끼리 신과 같은 모습일 텐데요. 즉, 혼자 하는 것의 장점들을 유지하고, 수많은 이질적인 개체들이 내 몸의 일부처럼 제어가 가능하게 되는 모습이 아닐까 예측해 봅니다. IBM Watson 슈퍼 컴퓨터가 그런 모습을 닮아가려는 것일까요?
지금까지 이산형 제조와 프로세스 제조, 다양한 업종들을 커버할 자동화 운용 기술 속의 IT의 역할을 살펴보았습니다. 계속해서 다음 시간에는 예제를 통해 공장 내의 물리적 개체들끼리 어떤 식으로 서로 상호작용하는지에 대해 알아보고, 보다 지능적인 생산에 대해서도 한 번 생각해보도록 하겠습니다.
l 글 이승엽 연구원
출처: 산업 자동화 트렌드와 주요 산업 자동화 기기의 시장 동향, 산업통상자원부(2013) [본문으로]
구 소련의 Genrich Altshuller에 의해 제창된 theory of solving inventive problem 위한 체계적 방법론입니다. [본문으로]


